您的位置>首页 >荆州当地行业新闻 >
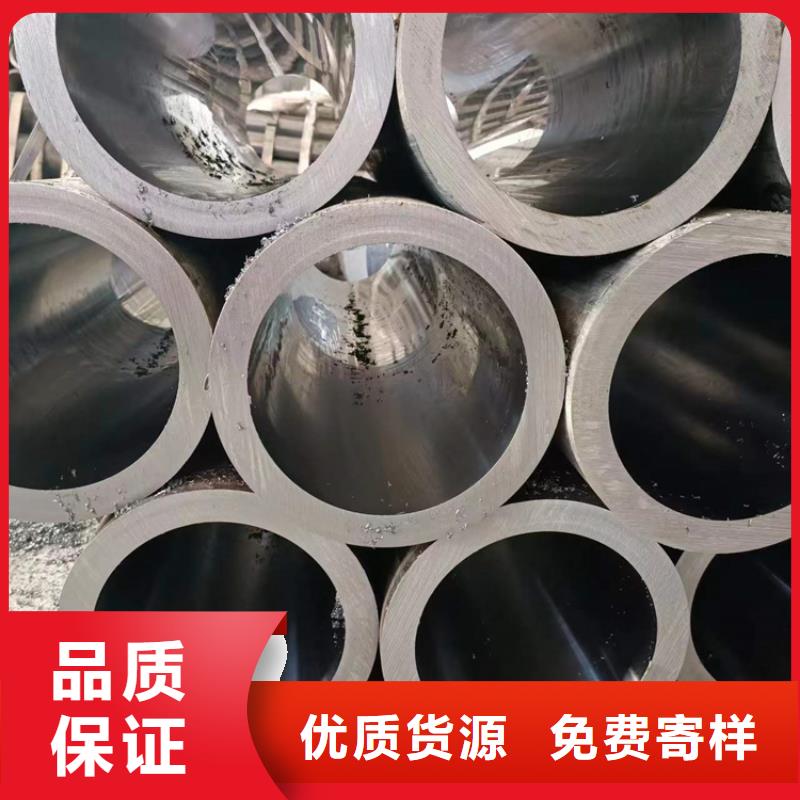
45号油缸管
发布时间: 2024-07-01 23:34:36 浏览次数:1
以下是:45号油缸管的产品参数
| 产品参数 |
|---|
| 产品价格 | 6000/吨 |
|---|
| 发货期限 | 2天 |
|---|
| 供货总量 | 不限 |
|---|
| 运费说明 | 电议 |
|---|
| 最小起订 | 0.1吨 |
|---|
| 质量等级 | 正品 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 20# |
|---|
| 产品品牌 | 九冶 |
|---|
| 发货城市 | 聊城 |
|---|
| 产品产地 | 聊城 |
|---|
| 加工定制 | 是 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品重量 | 过磅 |
|---|
| 产品颜色 | 金属色 |
|---|
| 外形尺寸 | 圆形 |
|---|
| 适用领域 | 机械加工 油缸 |
|---|
| 是否进口 | 否 |
|---|
以下是:45号油缸管的图文视频
导读 45号油缸管,湖北省荆州市九冶管业有限公司为您提供45号油缸管的最新资讯,联系人:高经理,电话:18906359513、17706353138,QQ:3573482096,发货地:开发区丁快工业园发货到荆州。 湖北省,荆州市 荆州市,古称江陵、郢都、南郡,湖北省辖地级市,位于湖北省中南部,东依武汉市汉南区,东南隔江与咸宁市嘉鱼县、赤壁市相望;南滨江与湖南省岳阳市为邻,与益阳市、常德市接壤;西连宜昌市的当阳市、枝江市、宜都市、五峰县,北接荆门市、潜江市、仙桃市,地势略呈西高东低,属北亚热带季风湿润气候区;截至2022年4月,荆州市共辖2个市辖区、2个县,代管4个县级市,总面积1.41万平方公里;截至2022年底,荆州市常住人口513.51万人。
湖北荆州市45号油缸管
<荆州>九冶管业有限公司
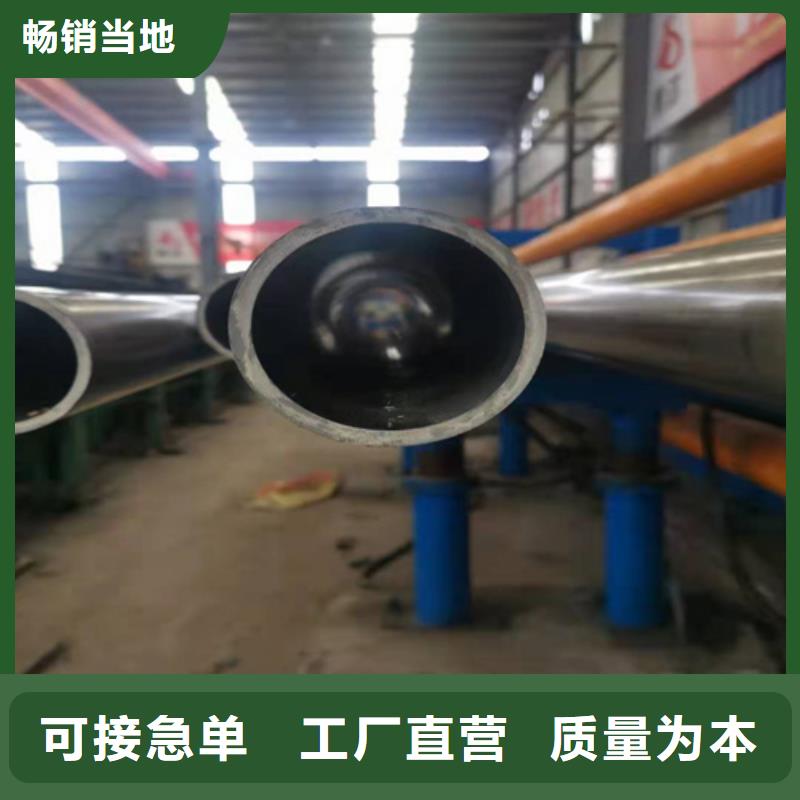
直径50mm以上的珩磨管一般应采用机械加工方法切割。如用气割,则必须用机械加工方法车去因气割形成的组织变化部分,同时可车出焊接坡口。除回油管外,压力由管道不允许用滚轮式挤压切割器切割,切割表面必须平整,去除毛刺、氧化皮、熔渣等。珩磨管所用的焊条、焊剂应与所焊管材相匹配,其牌号必须有明确的依据资料,有产品合格证,且在有效使用期内。焊条、焊剂在使用前应按其产品说明书规定烘干,并在使用过程中保持干燥,在当天使用。焊条药皮应无脱落和显著裂纹。



<荆州>九冶管业有限公司
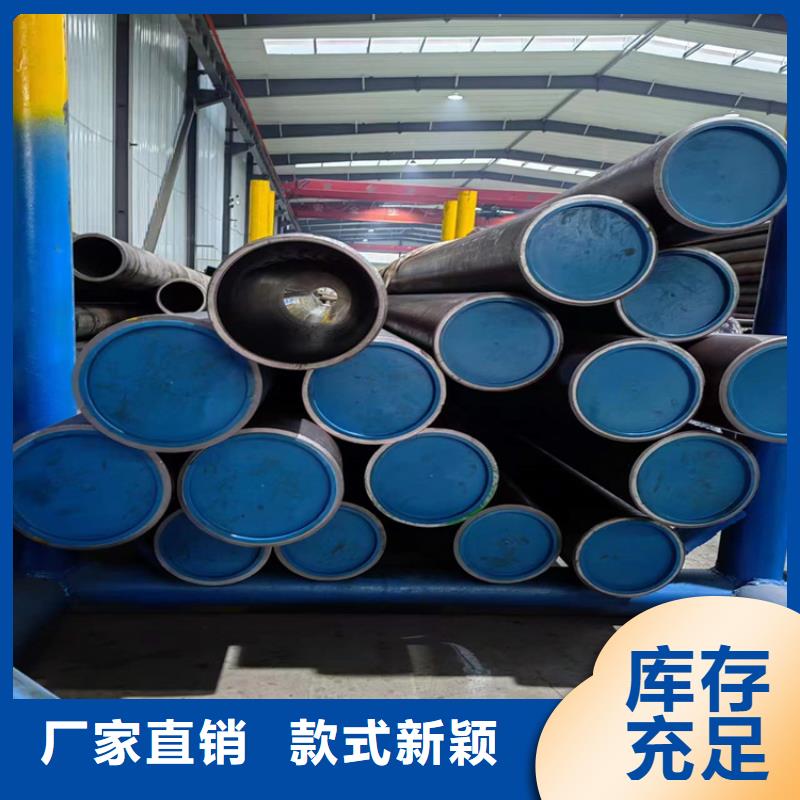
不管是冷拔过程中还是热处理过程中,影响其性能和质量的因素都比较多,所以对加工工艺和热处理工艺的研究是非常有必要的。珩磨管生产特点的简单介绍珩磨管的生产工序比较多,从材料的投入到成品的成型,需要经过多次的冷变形。不仅如此,整个过程中还包含多个由准备工序和变形工序组成的生产循环,循环往复,使得珩磨管的生产周期比较长,而且材料消耗也比较大。由于珩磨管的加工设备多数为单体布置的,因此整个过程属于间断性生产,由此可以看出,珩磨管生产的特点是管料在冷变形之前和一直到累积冷变形量达到了一定程度后,为了消除加工硬化及其他需要在继续冷变形之前,都要进行一系列准备工作。为了保证产品品质,必须对管料进行仔细检查;对成型后的珩磨管,检查也是不可缺少的作业环节之一,确保其表面质量、尺寸、性能等都符合标准。

总结 选购45号油缸管来湖北省荆州市找湖北省荆州市九冶管业有限公司,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:高经理-17706353138,{QQ:3573482096},地址:开发区丁快工业园。