



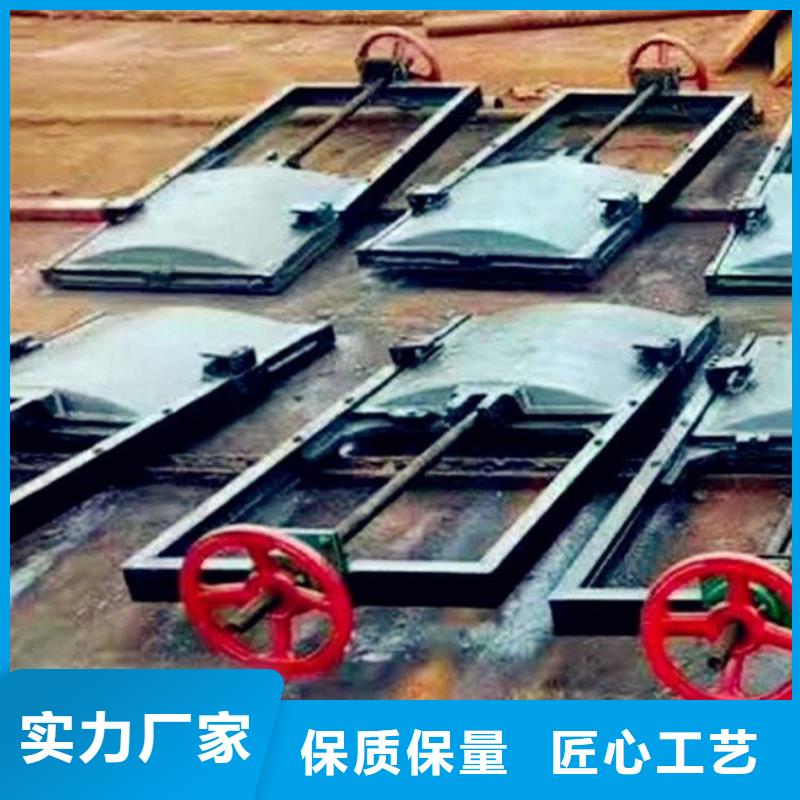





铸铁闸门的一个优点是与各种启闭机和水阀的配合使用,成为工业建筑和生产的重要组成部分之一。闸门直接作为挡水元件承受水压,闸门框架用作闸门的支撑构件,它也是闸板滑道,除此之外部分在于闸墩和底部水泥中,将水压力传递给闸墩和闸室底部,闸框迎水背水面接触处,经机器刨光研制各道工序后平直光滑、贴合严密。当在启闭机合作下运作时,斜铁和滑道保证了铸铁闸门运行轨迹。在水压力和斜铁下,保障闸板平稳运行,使其与闸框滑道紧密结合,达到止水的效果。铸铁闸门在水利中运用得越来越多了,那么,它怎么体现自身的价值呢?铸铁闸门应符合标准的要求,并按照规定程序批准的图样和技术文件制造,铸铁闸门一般设置有可调节的楔紧装置,楔紧副分别设在门体和门框上,调节楔紧装置,可使得闸门关闭时门体紧贴门框,达到止水要求,铸铁闸门通常配置手动或电动螺杆式启闭机,用于操作闸门的启闭。铸铁闸门布置简单,结构紧凑,节省空间,运行维护简单,我们怎么检验一个铸铁闸门是否合格呢?1. 尺寸检验:检验铸件尺寸是否对应零件图纸要求,加工面尺寸精度能否满足装配使用;2. 外观检验:铸铁闸门铸件表面不允许有未清理彻底的砂子和杂物等;3. 铸件缺陷:铸件表面不允许有缩松、缩孔、气孔、裂纹、皮缝、缺肉等缺陷或现象;4. 性能报告:铸铁闸门力学性能;5. 化学检验:提供化学成分报告,观察其化学成分是否按照目标成分设计;6. 金相报告:球化率、球化等级等。
对双向受压的铸铁闸门,顶部及底部均应置楔紧装置。
⑸门体和门框的支承面用轧制或挤压的铝铁青铜条制成,并应牢固地安装在经加工的门框和门体的槽中,以保证在门框与门体的使用期间保持原位而不发生变形、松动现象。门体和门框上经加工的凹槽在安装支承条之前应涂一层防水粘结剂,以保证水密性,支承面应经精加工。
⑹推力螺母
推力螺母每座闸门的推力螺母要求足够的设计余量, 以承受在 运行水头下开启或关闭闸门时所产生的推力,最小安全系数为5。推力螺母用球铁制造。
⑺螺杆及门连接杆
螺杆及门连接杆的尺寸应满足于由正常操作力而产生应力时,螺杆及联接杆无纵向弯曲或 性变形,螺杆及联接杆的设计力应不小于在电机停车条件下电动车启闭装置输出推力的1.25倍。螺杆及联接杆应采用实心的不锈钢材料制作。
螺杆由圆钢制成梯形螺纹,其精度达到7e级标准,螺纹长度比门体行程高度加长200mm,闸门处于关闭位置时,螺纹超出启闭机螺母50mm,丝杆总长度超过5000mm时,需作分段加工,其接头采用圆钢加工成内圆孔,并用圆钢铰制螺栓将丝杆和接头固定。接头用固定工装加工,可与相同规格的丝杆互换配合。丝杆总长度超过4000mm时,需增设轴导架

铸铁闸门的使用和保养概述! 铸铁阀门的门槽与板面为整体安装,二次浇注方式(亦可一次性整体安装浇注), 浇注前以密封止水面及侧向导轨面为基准将闸框调正,固定,撑好背面防止变形, 进行浇注砼浆一定要密封实以防渗漏。 铸铁闸门安装...铸铁闸门的门槽与板面为整体安装,二次浇注方式(亦可一 次性整体安装浇注),浇注前以密封止水面及侧向导轨面为基准将闸框调正,固定 ,撑好背面防止变形,进行浇注砼浆一定要密封实以防渗漏。 铸铁闸门安装浇注砼前,调整闸门与闸框偏心与间隙,锁紧楔块装置.以达到 良好的止水效果。 铸铁闸门的板面与闸槽为偶合件配套,在搬运、仓储及安装时不得互换,以免 影响止水效果。 闸门的迎水面一定要按设计要求安装否则因板面受力方向不对,引起板面断裂 ,遇反向受压时一定要在订货时说明,防止发生重大事故。 在订货时要提供孔口尺寸,水头,提升高度和结构形式,闸板面一般为正向( 迎水面)受压,如需反向受压,订货时需说明,止水一般是后止水(背水面),需 前止水时,订货时应说明,使用时必须按操作规程操作。 经常检查闸门板与闸槽是否卡涩,及时将卡涩物清除,位置置中,使设备 正常运行。 使用与保养 1、使用手动启闭机开启、关闭闸门时,用力应均匀,切勿用力过猛,以防损坏 (伤)定位装置。 2、使用手电两用启闭机启闭闸门时,应注意到: a、用电动启闭时,应检查手摇柄是否脱离转轴,以免在启动时碰伤人员。 b、用手动启闭时,应切断电源,将摇柄插入孔内摇动(或将电动装置上的电 动标记切入到手动标志上去)。 c、每2-3个月对启闭机轴承,传动螺杆、螺母等加注1-2次润滑液,大保养时, 应给轴承部分注满牛油。 d、每年需对闸门作一次油漆、防腐处理
铸铁闸门防腐处理质量检查
钢闸门防腐处理的每道工序完成后,必须进行严格的质量检查,合格后方可进行下一道工序的施工,检查标准为设计要求或规范规定。
4.1表面处理(喷砂)
一般喷砂处理后,表面清洁度达到Sa2.5级,可用对比照片检查;表面粗糙度数值达到40-70μm,用专用量具或样块检测。
4.2喷锌
外观质量目测检查,镀层表面应均匀无杂物、起皮、鼓泡、孔洞、凹凸不平、粗颗粒、掉块及裂纹等缺陷。
镀层附着力用划网络格法检查,具体操作按规范(DL/T5018-94)执行。镀层厚度一般为120-250μm,用磁性测厚仪测定,测点合格率不得低于85%。

