







液压启闭机,卷扬启闭机,门机,手轮启闭机,手摇启闭机,螺杆式启闭机等。按类型分为用于各类大型给排水水利水电工程。用于控制各类大中型铸铁闸门及钢制闸门的升降达到开启与关闭的目的。20.启闭机安全操作规程。 按吊具移动的方向分为单向移动启闭机和双向移动启闭机。前者吊具仅沿坝面线左右移动;后者不仅沿坝轴线方向左右移动,而且也能上下游方向移动。沿专铺设的轨道移动,并能逐次升降数个排或列布置的闸门的机械设备。移动式启闭机类型繁多,主要。 式中Vmin——集水池有效容积(m)Vmin=TminQ/4(-当利用集水池的进水流量和每台水泵抽水之间的规律推算时,可采用(-式计算有效容积Zmax——水泵每小时启停次数。Qp——泵站一台泵的泵送流量(m/h)式中VEff——泵站有效容积(m)公。 3多井筒设计的并联泵站宜采用相同的和水位;2泵站水位到泵坑底部的距离应大于配套水泵停泵高度;1泵站和水位之间的有效高度,由泵站有效容积和平面尺寸确定;泵站竖向高程设计应符合下列规定Q——水泵流量(m/s)Tmin——水泵工作周期(s。 圆闸门产品用途电动操作电动控制装置,定位操作轻巧易实现自控和远控手动操作采用螺杆式启闭操作,操作方便轻巧可靠。维修方便若经多年使用后出现泄漏现象,只需将闸板吊起,调换门框上橡胶密封圈即可,省时省力,维修成本低。
电动装置为全封闭结构,适用于户外工作,采用蜗轮蜗杆传动。内设行程限位和扭矩保护装置,行程限位装置由一组计数齿轮和硬触点限位开关构成,当闸门开或关到位时,计数齿轮带动行程限位杆,使硬触点限位开关工作,自动停止闸门开、关动作,当由于某种原因行程限位开关未动作引起扭矩增大时,扭矩保护开关动作,保护启闭装置不受意外损伤。电动装置上另设指针式开度指示器、加热电阻。指针式开度指示器与计数齿轮相连,能够直观地反映出闸门所处开度位置,加热电阻在启闭机工作时自动接通,用以去除电动装置内的湿气,确保内部干燥,保证各电器元件的工作可靠性。
启闭螺母内部加工成梯形螺纹,精度等级为7H,表面粗糙度小于6.3微米,与闸门启闭杆组成一对螺旋付。启闭螺母与电动装置输出端采用牙嵌式连接器,牙嵌式连接器的卡爪间留有间隙,使闸门开闭时的瞬间产生捶击作用,达到捶击启动的目的,增大铸铁闸门启闭时的予起力。
铸铁支座呈封闭式柱状结构,用以承受启闭铸铁闸门时的重力或支反力,内装承重轴承,外型精美。
护罩由薄壁不锈钢管制成,其长度一般比闸门行程大200mm,一端密封,另一端用螺栓固定在启闭机上部电动装置上,可以有效保护丝杆螺纹免受损坏。

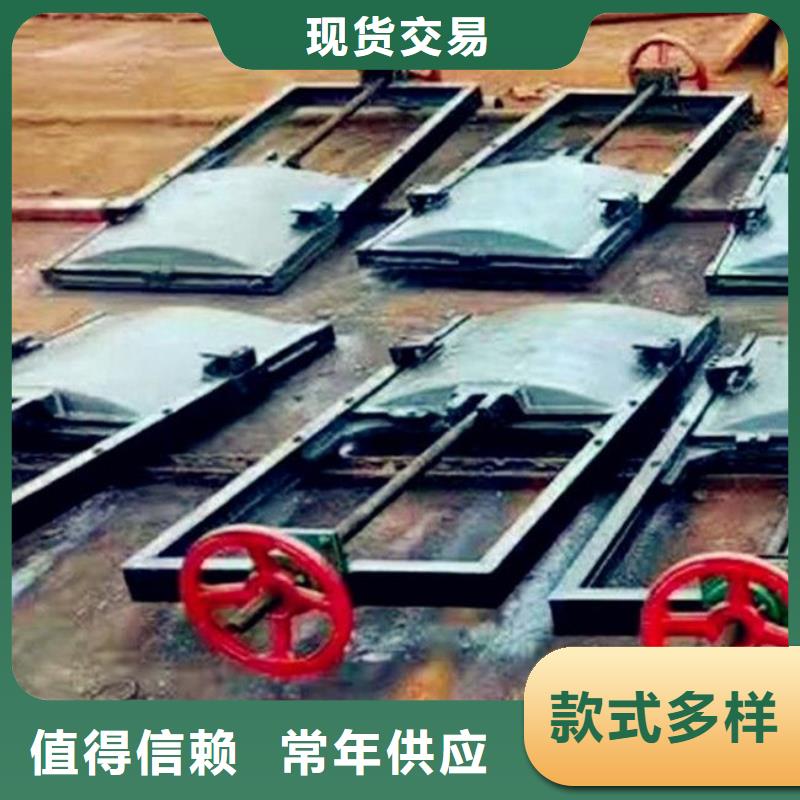
铸铁闸门的广泛应用:我们经常有在不同点 场景中见到闸门的使用,主要是用于一些泄水孔、隧洞等等地方,有效的控制水流量,起到宣泄洪水的作用。在一些大坝或是溢洪道的建筑物中,都能见到闸门的存在,是能够有效的提升水位控制,在发洪水,或是水流灾害的时候,可以自动化的启动启闭装置,降低许多的社会危险,并且有助于阻截一些有害物质,避免留到水中,造成水利污染,从而造成不必要的损失。在较多的闸门使用过程中,制造能力的完善、止水效果显着,都是能够带给工程很多的便利,降低了人为操作的误差,也节省了很多的人员配置,可以实现简单化的操作,更加灵活,也更加方便。是现在较多工程都广泛使用到的有效设备。闸门在帮助我们获取到足够的健康与安全的同时,也需要及时的进行检查维修,保障设备的稳定运行,操作人员也需要了解好相关的常识,提升使用价值,降低社会危害。
铸铁闸门操作常识:闸门顾名思义是生活中使用较为广泛的一种实用设备,在水利工程建设中使用极其广泛,能够改善水流的流淌方向,并且控制水位。
铸铁闸门事故发生的原因:
1、对于非人为因素引起的闸门顶闸事故在启闭机在升起或降下闸门在运行过程中,枣庄液压钢闸门,如果出现树木等漂浮物或石块等障碍物被高速水流带到闸底或冲到闸槽中卡住,若此时关闭闸门,当闸门下缘在未接触到闸底之前已被障碍物阻挡产生反力,但螺杆上的限位标志或限位开关还没有到位,不起限位停机或提醒操作人员停机的作用,故操作人员不会停机,启闭机将带动闸门继续下压,当反力超过启闭机或启闭台的承受耐力时,也必将发生顶闸事故。
人为因素引发的直柄手推式闸门顶闸事故如果是因为水库的启闭机的操作人员工作马虎,不按闸门启闭程序先检查,后操作或原操作人员因事请假,代班人员在不熟悉启闭程序和方法时,盲目操作。如将启闭方向反向,当闸门处在关闭状态时开闸,电动启闭时按错按钮或人工启闭时摇反方向,把闭闸的方向误操作为开闸;有的是在闭闸时操作人员思想不集中、闸到下限位置未能即时停机,有的是螺杆的限位螺母、限位标志移位,不起限位作用。液压钢闸门,电动启闭机还会遇到供电部门在维修电器设备或供电线路时电源相序变动,致使启闭机上的电动机改变了原运转方向导致启闭机启闭方向的改变,此时如闸门处在关闭状态时开闸,必将发生顶闸事故。

铸铁闸门防腐处理质量检查
钢闸门防腐处理的每道工序完成后,必须进行严格的质量检查,合格后方可进行下一道工序的施工,检查标准为设计要求或规范规定。
4.1表面处理(喷砂)
一般喷砂处理后,表面清洁度达到Sa2.5级,可用对比照片检查;表面粗糙度数值达到40-70μm,用专用量具或样块检测。
涂层遍数与厚度
一般喷锌、喷防锈漆、喷面漆均分两遍完成,喷锌 遍完成总量的70-80%,第二遍完成20-30%,喷漆两遍各完成总量的一半。每遍喷涂应有一定重叠量,两遍喷涂喷束应垂直交叉覆盖。
3.6边角位置及拼接焊缝处的喷涂
为保证闸门边角位置的喷涂质量,在每层喷涂之前应先将这些位置喷涂两遍,然后对闸门全面喷涂。
闸门拼接位置必须在施工现场或安装就位后进行焊接,所以应在焊缝处各侧50mm范围内涂装焊接时不对焊缝质量产生不良影响的车间底漆,以免坡口生锈。焊接后,对焊缝区进行二次除锈与喷涂。

