





为了让您更地了解我们的绕筋机,数控钢筋弯圆机严选材质,我们精心制作了产品视频。我们将带您领略产品的非凡之处,让您对它有更深入的了解和认识。
以下是:绕筋机,数控钢筋弯圆机严选材质的图文介绍

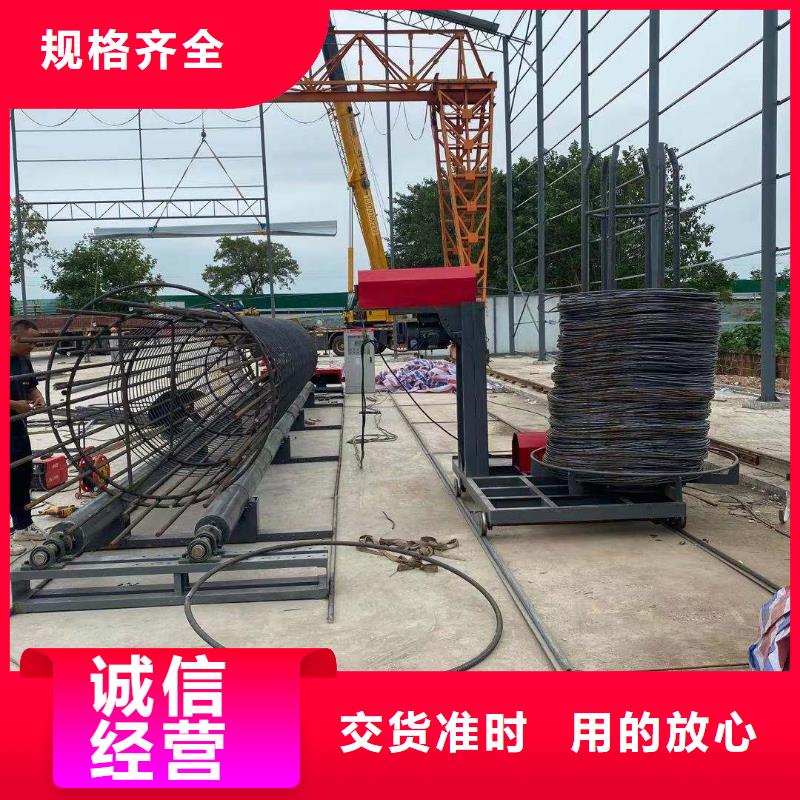
绕筋机产品特点:◆加工速度快: 正常情况下备料及滚焊部分5-7人一班,分二班作业,10个人 就可以加工出20多个12米长成品的笼子(备料、滚焊、加强筋安装、探测管安装、导向垫块安装等),对于高铁施工中1米桩的笼子曾经有日产75节9米的笼子(675米/天)的生产记录,工作效率非常高。◆加工质量标准:由于采用的是机械化作业,主筋、缠绕筋的间距均匀,钢筋笼直径一致,产品质量完全达到规范要求。◆箍筋不需搭接:较之手工作业节省材料1%,降低了施工成本。◆节省吊装时间:由于主筋在其圆周上分布均匀,多个钢筋笼搭接时很方便,节省了吊装时间。


根据钢筋直径选择适当槽宽的压辊,共有两对压辊可选用。钢筋笼绕筋机一般的能保证钢筋穿入压辊后,在上下压辊间有3mm以内的间隙便是适当的。上压辊装在框架上,在穿料前须将旋转手轮抬起,当料进入压辊后立即旋下旋转手轮,通过旋转手轮,板式弹簧将料压在压辊之间,由压辊与钢筋之间的摩擦力牵引料前进。压辊之间的夹持力决定牵引力的大小,对整个工作质量关系很大。一般要保持料能顺利地被牵引前进为准,而调直筒旋转时,钢筋在压辊槽内又没有明显的转动,这样说明牵引力的调整是恰当的。钢筋笼绕筋机备齐一节钢筋笼所需箍筋按位置平放两铁辊上,将一根主筋抬放于铁辊长度上方,调整好起始尺寸,竖直箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。焊完一节主、箍筋,低速转动铁辊,抬第二根主筋准备焊接。此时按选定生产工艺确定旋转方向,采用卡具(比子)制作骨架时,待第二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向旋转,应注意多根主筋焊好后有可能出现偏重,可将小车部分;车架、圆盘、放线器、轨道、行走轮、电机等组成。 钢筋笼缠绕机应注意多根主筋焊好后有可能出现偏重,可将小车部分;车架、圆盘、放线器、轨道、行走轮、电机等组成。



钢筋笼绕筋机运行中工作原理:根据施工要求,钢筋笼的主筋通过专用模具制作完成(包括内支撑),把钢筋笼主筋置于钢筋笼绕筋机上,将盘筋(绕筋)端头先焊接在一根主筋上,然后通过传动托辊旋转以及小车的移动把盘筋绕在主筋上,同时进行焊接,从而形成成品钢筋笼。按滚轮转动不同,滚焊可分为连续滚焊、断续滚焊和步进滚焊:1、连续滚焊 连续滚焊时,工件在两滚 间连续移动(即滚盘连续旋转),焊接电流也连续通过工件。这种方法易使工件表面和熔核附近过热,电机磨损严重,焊缝易出现较深的压坑,因而很少使用。2、断续滚焊 断续滚焊时,滚轮连续转动,工件连续移动,电流断续通过工件,形成的焊缝由彼此搭叠的熔核组成。由于电流断续通过,在休止时间内,滚轮和工件得以冷却,因而可以提高滚轮寿命,减小热影响区宽度和工件变形,获得较好的焊接质量,没有连续滚焊时的缺点。断续滚焊时,在熔核冷却时滚盘已离开焊接区,没有充分的锻压过程,熔核在压力减小的情况下结晶,很容易产生表面过热、缩孔和裂纹。3、步进滚焊 步进滚焊时,滚轮断续转动,电流在工件不动时通过工件。由于金属的熔化和结晶均在滚轮不动时进行,整个结晶过程中都有压力存在,改善了散热和压固条件,从而可以更有效地提高焊接质量,延长滚轮寿命,获得的焊缝比较致密。这种方法多用于铝、镁合金的焊接,用于缝焊高温合金,也能有效地提高焊接质量,但这种滚焊需要有使滚盘断续旋转的比较复杂的机械装置。



鄂尔多斯建贸机械设备有限公司是鄂尔多斯地区较早生产经营 钢筋带锯床的生产型企业,采用现代化管理方法,以质量控制求生存,以扩大品种谋发展,我公司主要生产 钢筋带锯床等产品。 公司深入开展企业内部的各项基础管理工作,以提高技术为先导狠抓了质量,使企业享有很高的信誉,依靠严格的科学管理,雄厚的技术力量,上乘的质量,为用户提供了满意的 钢筋带锯床产品。 在激烈的市场竞争中以振兴民族工业为己任,信誉为本,一如既往地竭诚为广大用户提供合格的 钢筋带锯床产品和服务。

