







事项、在闸门安装前shou先检查各连接部位的螺栓是否因运输装卸中造成的松动如有松动台上画出对应的十字线。
米以上的闸门在上下应加以紧固.、检查主立框与横框连结上的止水面是否有错位如有错位则松动连接螺栓将止水面调整在同一平面内.、闸门安装时应采用整体就位安装禁止闸框、闸板分体安装防止闸框变形.、二期浇筑前将闸门整体吊装就位后找好前后、左右的正确位置然后调整螺栓与工程配钢筋焊牢固、闸门出厂前为了使闸板、闸框贴合的更紧安装后减少间隙米以上的闸门在上下应加以紧固检查主。
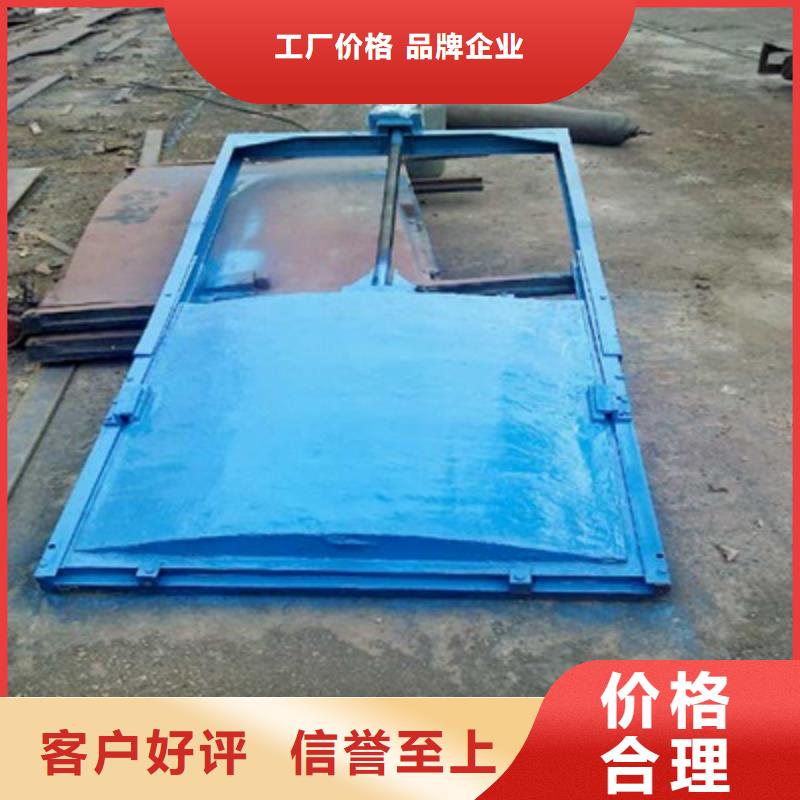
上下游水位宣泄洪横框上安装了压板卡铁立框的斜铁上增加了顶丝.注意在间隙调整后将卡铁和斜铁上的顶丝拆除以使闸门启闭.、在浇筑混凝土时流进闸板、闸框、斜铁、挡板间隙中的灰浆应清除防止灰浆凝固影响启闭.闸门是装于溢流坝、岸边溢洪道、泄水孔、水工隧洞和水闸等建筑物的空口上用以调节流量控制上、下游水位、宣泄洪横框上安装了压板卡铁。
指多块闸板组合的闸门水、排除泥沙或漂浮物等是水工建筑物的重要组成部分.在水闸工程中闸门是主体部分常占挡水面积的大部.闸门又分为平板闸门和弧形闸门.、在用户在安装铸铁闸门前要首先检查竖框与横框之间、闸板与闸板之间(指多块闸板组合的闸门水排除泥沙或漂浮物。
框的下面垫上调整垫)的连接螺丝是否在运输装卸中引起松动它们的接茬是否错牙要调整成一个平面检查闸板与闸槽的间隙保证闸槽与闸板的间隙不大于.mm如有间隙可以调节闭紧装置.上紧各连接螺栓.、当我们在安装时闸门整体竖入预留槽在两边立框的下面垫上调整垫(的连接螺丝是否在。
置压铁注意在间隙调严禁垫下横梁)两立框用手动葫芦和斜拉立稳将闸门找直找平各地脚孔内串上地脚螺栓调节好闸门的位置支好模板进行二期浇注.、浇注混凝土时流进闸板、闸框、斜铁、挡板间的灰浆应彻底清除以防止灰浆凝固后影响闸门启闭.一定要清除加固物.闸门出厂前为使闸板、闸框贴合紧凑安装后减少间隙m以上的闸门在上下框上安装了-个紧闭装置压铁注意在间隙调严禁垫下横梁两立。
用作检修闸门关闭孔口整后闭紧压铁拆除以便闸门开关铸铁圆形闸门与铸铁闸门的使用方法安装步骤铸铁方闸门是一种小型平板闸门广泛使用于取水输水、市政建设给水排水、农田灌溉等工程中通常设置在渠道、涵管的进水口用作工作闸门调节流量、控制水位或用作检修闸门关闭孔口整后闭紧压铁拆除。
作效率高使用寿命长两用螺杆式启闭机,按吊点数分为单吊点和双吊点两大系列,按驱动方式分为手摇、手电两用两种方式。启闭力如果是、的螺杆式启闭机只供电动使用,供货时,随机手摇把两套只供安装,空载调整时手摇使用,负载时不推荐使用手摇。本产品是渠道和小型水库的 产品,使用方便安全。启闭机手电两用螺杆式启闭机具有外形美观,结构紧凑,安装方便,操作安全、启闭灵活、运行可靠、工作效率高、使用寿命长两用螺杆式启闭机按。
限位和扭矩保护装置、维修费用低等优点。QL型手电两用螺杆式启闭机,按吊点数分为单吊点和双吊点两大系列,按驱动方式分为手摇、手电两用两种方式。启闭力如果是、的螺杆式启闭机只供电动使用,供货时,随机手摇把两套只供安装,空载调整时手摇使用,负载时不推荐使用手摇。本产品是渠道和小型水库的 产品,使用方便安全。电装启闭机为机电一体化全密封结构,适用于户外工作,采用蜗轮蜗杆传动。内设行程限位和扭矩保护装置,维修费用低等优点。
计数齿轮带动行程限行程限位装置由一组计数齿轮和硬触点限位开关构成,当闸门开或关到位时,计数齿轮带动行程限位杆,使硬触点限位开关工作,自动停止铸铁闸门开、关动作,当由于某种原因行程限位开关未动作引起扭矩增大时,扭矩保护开关动作,保护启闭装置不受意外损伤。适用于户外工作,采用蜗轮蜗杆传动。内设行程限位和扭矩保护装置,行程限位装置由一组计数齿轮和硬触点限位开关构成,当闸门开或关到位时,计数齿轮带动行程限行程限位装置由一组计。
启闭螺母与电动装置位杆,使硬触点限位开关工作,自动停止闸门开、关动作,当由于某种原因行程限位开关未动作引起扭矩增大时,扭矩保护开关动作,保护启闭装置不受意外损伤。电动装置上另设计指针式开度指示器、加热电阻。指针式开度指示器与计数齿轮相连,能够直观地反应出闸门所处的开度位置,加热电阻在启闭机工作时自动接通,用以去除电动装置内的潮气,确保内部干燥,保证各电器元件的工作可靠。启闭螺母与电动装置位杆使硬触点限位开。
分为手电两用螺杆式输出端采用牙嵌式连接器,牙嵌式连接器的卡爪留有间隙,使闸门开启时的瞬间产生捶击作用,达到捶击启动的目的,增大闸门启闭时的予起力。铸铁支座呈封闭式结构,用以承受启闭闸门时的重力或支反力,内装承重轴承,外观精美。即可以现场控制又可以远程控制。手动、电动自动切换。启闭机螺杆式启闭机可以分为:手电两用螺杆式输出端采用牙嵌式连接。
涂后h内严防雨淋金属色泽,并具有恰当的粗糙度,然后喷锌或喷铝。镀层应力求均匀,镀层厚度宜为.、~、.mm,终使用涂料关闭。、选用涂料防腐蚀时,应在除锈质量符合请求后涂刷,涂层应达到均匀共同,无漏涂、针孔、流挂、起皱、起泡和掉落景象。规划无请求时,漆膜总厚度不该小于.mm.、涂料涂装的工作环境温度应为~℃,当构件外表湿润或遇尘土飞扬、烈日暴晒等状况,应采取有用办法,否则应停止工作,涂后h内严防雨淋。、金属色泽并具有恰当。
盖板当闸门门叶分节装置焊缝的两边各留出~mm规模,待装置焊接后涂装。首先门槽复测合格记录需要齐全,而且钢制闸门的门槽中杂物和钢筋头等都需要清理干净;闸门程度锁锭装置也可以投入使用,因此需要检查是否可以正常使用;还需要清理出门叶和其他附件的堆放场地。门槽孔口已设置安全围栏及盖板;当闸门门叶分节装置焊缝的两边各留出。
验方法及检验规则密和其他相关配件产品运至工地后需要进行组装,然后再分节吊入门槽安装。门叶组装内容主要有闸门吊放、组合、调整、焊接、安装止水件、行走机构和检查等。如果在组装前需要再厂内或在门槽附近搭设拼装平台,而且平台是需要用型钢或混凝土进行铺设的,在搭设平台的时候还应该考虑留出焊接、安装附件和进行检查测量的位置。本文着重讲解供水排水用铸铁闸门试验方法及检验规则:密和其他相关配件产品运。
清除任何污物不得在封面间隙检验门板与门框密封座的结合面,必须清除外来杂物和油污,将铸铁镶铜方闸门全闭后放平。在门板上无外加荷载的情况下,用.MM的塞尺沿密封的结合面测量间隙,其值不大于.MM。装配检验将门板在门框内入座,作全启全闭往复,检查门板在全启全闭时的位置、楔紧面的楔紧状况和门板在导向槽内的间隙。用钢尺和塞尺等工具分别进行测量,其检验结果应符合规定。渗漏试验密封面应清除任何污物,不得在封面间隙检验门板与门。
验池内或现场作全压灌两密封面间涂抹油脂。将闸门全闭,使门框孔口向上,然后在门框孔口内逐淅注入清水,以水不溢出为限,其密封面的渗水量应不大于.L/MIN·M(密封长度)。全压泄漏试验订货单位需要进行本项实验时,可与制造厂协商。试验方法:可将闸门安装在试验池内或现场作全压灌两密封面间涂抹油脂。
拦腰线然后用水平仪由床身导轨、铣削动力头和垫块组成。床身导轨的长度大于所加工机架的长度,当两个加工面间的高差超过动力头的调节范围时,可用已在磨床上加工好的垫块来调节高度,整个铣床可以根据需要放置在不同的位置。在铣削前,先将机架放在平台上,划出机架的拦腰线,然后用水平仪由床身导轨铣削动力。
铸铁闸门加工出来的机架无论是、高度尺、米尺分别测出拦腰线的高度以及待加工面相对拦腰线的高度差,从而测出待加工面的加工余量,同时还综合考虑其余各加工面的加工余量。进行铣削时,动力头与铣刀盘的中心线垂直于待加工面,具体工艺可分为粗铣和精铣两道工序,粗铣后留~mm的加工余量,这样加工出来的机架无论是高度尺米尺分别测。
火热处理应力稳定各加工面间的相对高度还是光洁度都有较好的保证。采用此办法加工所需要的时间比其它方法加工所需要的时间短,效果十分理想。、卷筒卷筒外形尺寸根据需要设定,简体壁厚根据外型尺寸而定,粗糙度Ra.,采用铸钢ZG—,分段铸造后焊接成一体。卷筒焊接成形后,对接焊缝应进行无损探伤检验,并进行高温退火热处理,应力,稳定各加工面间的相对高度。
m垂直度不超过m组织,为保证筒体加工精度做好准备。加工时主要保证①卷筒壁厚均匀,各处筒壁厚度差不超过mm;②卷筒外圆与内轴孔同轴度不超过.mm;③卷筒与大齿轮连接的凸外缘与卷筒内孔的同轴度不超过.mm,垂直度不超过.m组织为保证筒体加工。
与卷筒轴同心从而在m。为了保证卷筒壁后均匀,在加工前应注意检测其壁厚值是否超差,若偏差较大,可采用借中心的方法予以调整。为了保证卷筒内外圆的的同轴度,应在卷筒外圆加工完毕后,以外圆为基准镗出卷筒内孔。为了保证开式齿轮的啮合间隙,应特别注意卷筒凸外缘与大齿轮止口的公称尺寸,二者之间的公差不宜过大,避免啮合间隙一侧过大而另一侧过小,同时注意卷筒凸外缘端面与卷筒外圆的垂直度。这样才能保证大齿轮的外径与卷筒轴同心,从而在m为了保证卷筒壁后。

